Otklanjanje kvarova centrifugalnih pumpi je svakodnevan održavateljski posao. Svaki tehnički nepravilan popravak, svaki popravak odrađen u žurbi ili bez poštivanja pravila struke se pokaže s vremenom u vidu ponavljajućih kvarova i kratkog radnog vijeka pumpe. Za razliku od popravaka električnih strojeva gdje manjkavost popravka brzo izađe na vidjelo čim pokušate pokrenuti stroj u rad (pojave se iskre, ispadnu osigurači ili u najgorem slučaju dođe do požara), greške u mehaničkom popravku su na prvu manje očite.
Npr. zanemarite jednu dimenzionalnu provjeru potrošnih prstena, preskočite jedan korak prilikom centriranja, ignorirajte dozvoljena odstupanja za ležajeve ili nebalansirano vratilo i pumpa će nastaviti raditi, međutim pitanje je koliko dugo vremena. Nekada kontinuirani rad potraje godinu ili dvije prije novog kvara ili havarije u usporedbi s tehnički ispravnom pumpom koja bi radila 5 do 7 godina prije pojave kvara. Nakon godine dana kada se ponovi kvar zbog tehničke neispravnosti pumpe djelatnici postrojenja mogu pomisliti da je jednogodišnji rad pumpe očekivani radni vijek. Takav pristup dovodi do povećanih troškova, manje pouzdanosti u radu postrojenja te gubitku vremena i proizvoda zbog neplaniranog zastoja (uz gubljenje živaca i nepotreban stres svih sudionika).
Kada pumpa doživi veći kvar ili havariju, potreban je generalni servis. Sveobuhvatni servis zahtijeva stručnost, znanje, određeno vrijeme i fokusiranost na detalje. Tada treba napraviti sve tehnički korektne aktivnosti i dobru praksu kako bi se pumpa popravila i bila tehnički ispravna. Danas razmatramo preporuke dobre prakse za popravke centrifugalnih pumpi bez obzira na vrstu radnog medija koju prepumpavaju i tip postrojenja.
Prilikom montaže novih ležajeva potrebna su mjerenja. Ležaj je koncentričan kada se izvadi iz originalnog pakiranja i ima propisane unutarnje tolerancije koje omogućavaju neometano kretanje elemenata prilikom vrtnje vratila. Ako je vratilo predimenzionirano ili pomalo konično na mjestu ugradnje ležajeva (sjedištu) ili ako je ležajno kućište prošireno s unutarnje strane na mjestu ugradnje ležajeva, ležajevi neće zadržati oblik tijekom rada. Mogućnost ležaja da zadrži koncentričan oblik tijekom rada određuje između ostalog radni vijek.
Provjerite dimenzije ležajnog kućišta i sjedišta na vratilu kako bi osigurali pravilnu montažu tijekom servisa. Dozvoljena odstupanja su obično navedena u korisničkom priručniku pumpe ili u priručniku proizvođača ležaja. Po potrebi možete ih oboje konzultirati radi potvrde odgovarajućih dimenzija.
Ako vratilo nije istokareno tehnički ispravno, često će biti malo predimenzionirano na sjedištu ležajeva, dok će ležajno kućište s unutarnje strane biti poddimenzionirano. Takav pristup se primjenjuje zato što je lakše po potrebi dodatno potokariti metal nego ga dodavati, pa je često praksa po radionama da vratilo bude deblje a unutarnja strana kućišta šira, čime se omogućava da ostane dovoljno metala u slučaju potrebe za dodatnim tokarenjem. Ponekad se za svaki slučaj ostavi previše metala s unutarnje strane kućišta pa se ležaj ugradi i tada bude stiješnjen na obodu vanjskog prstena. Druga krajnost je da se ležaj previše proširi na unutarnjem prstenu pod djelovanjem temperature i male zračnosti te brzo otkaže. Ležaj radi samo godinu dana a mogao bi raditi minimalno 5 i više godina da je ostao dimenzionalno nepromijenjen, čime se povisuju troškovi.
Često se rotor skraćuje uklanjanjem materijala na vanjskom obodu (tkz.trimming) kako bi se poboljšale peformanse pumpe, uštedjela energija i da omogućio rad pumpe radi bliže točki maksimalne učinkovitosti Q-h krivulje. Za proračun manjeg promjera rotora se primjenjuju zakoni hidrodinamike kada npr. rotor vanjskog promjera 240 mm treba smanjiti na promjer 225mm kako bi radna krivulja pumpe bila u skladu sa zahtjevima sustava cjevovoda. Kada se uklanja materijal na tokarskom stroju, rotor je u debalansu.
Uklanjanje materijala debljine 2 mm duž čitavog oboda može dovesti do velikog debalansa čitavog rotorskog sklopa kada pumpa ima brzinu vrtnje 1500 rpm ili više. Nakon uklanjanja materijala na tokarskom stroj, rotor treba dinamički balansirati. Ukoliko radiona nema mogućnost balansiranja rotorskog sklopa, potrebno je poslati rotor na balansiranje da se osigura pravilan rad i spriječe pojačane vibracije. Također treba provjeriti dimenzije potrošnih prstena rotora i kućišta. Kada je pumpa sastavljena i spremna za povratak u postrojenje, tada je kasno razmišljati o balansiranju.
Vratila pumpi su podložna debalansu, trošenju materijala i djelovanju prevelikog opeterćenja- Sve navedeno su mehanički problemi koji dovode do savijanja vratila. Zato se provjerava stanje vratila na tokarskom stroju. Drugi način provjere je postavljanjem vratila na 2 nosača V oblika uz komparator. Vratilo se oslanja na sjedištima V nosača i komparator se postavlja na središte vratila kao što je prikazano na slici 1.

Slika 1.: Provjera je li vratilo savijeno (izvor)
Kada vrtite vratilo nazivnog promjera 200 mm i manje, odstupanje prikazano na komparatoru ne bi smjelo biti veće od 0,05 mm. Za vratila nazivnog promjera većeg od 300 mm do 600 mm dozvoljeno odstupanje je maksimalno 0,08 mm. Ako je vratilo savijeno, tijekom vrtnje će dodatno pritiskati ležajeve i elemente brtvenice te tako skratiti njihov životni vijek.
Gotovo svi ležajevi imaju zračnosti između unutarnjeg promjera ležaja i sjedišta na vratilu. Unutarnji promjer ležaja (tj. promjer unutarnjeg prstena) je manji od promjera vratila na mjestu montaže ležaja jer se montira sa čvrstim dosjedom, stoga je potrebno ležajeve uprešati ili zagrijati kako bi se povećao promjer unutarnjeg prstena prije montaže. Ako se ležaj pregrije, doći će do nejednolikog širenja i iskrivljenja konstrukcije pa će se skratiti životni vijek.
Mehaničke radione koriste indukcijske grijače ili stožaste grijače kako bi brzo zagrijale unutarnji prsten ležaja radi montaže. Međutim, termostat na grijaču može biti van kalibracije ili ga grijač uopće nema. U tom slučaju treba koristiti infracrveni termometar za praćenje i provjeru temeperatura ležaja. Ležaj se ne bi smio zagrijavati na više od 120°C prije montaže. Pregrijavanje ležajeva također skraćuje njihov životni vijek i dovodi do preranog otkazivanja.
Sva vratila imaju tokareno zaobljenje (r) na mjestu promjene poprečnog presjeka koje određuje mjesto nalijeganja ležaja na vratilo. Lice unutarnjeg prstena ležaja se treba osloniti na zaobljenje vratila po čitavom obodu čime se postiže položaj pod pravim kutem, što je prikazano na slici 2.
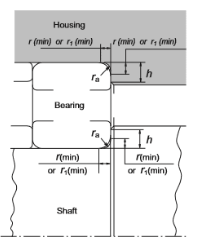 Slika 2.: Položaj ležaja na vratilu (izvor)
Slika 2.: Položaj ležaja na vratilu (izvor)
Nakon montaže se provjera je li prisutan razmak umetanjem mjernih listića debljine od 0,02mm do 0,05mm između unutarnjeg prstena ležaja i zaobljenja vratila u smjeru kazaljke na satu u položaju 3h, 6h, 9h i 12h, dakle po čitavom obodu. Kada se ležaj montira uprešavanjem tada obično nema razmaka ili je manja vjerojatnost da će se pojaviti.
Kada se montira prethodno zagrijan ležaj, tada ga treba “pridržati” pored zaobljenog dijela na sjedištu tako da ne dođe do sužavanja ležaja kada se ohladi. Hlađenje traje barem 3 do 5 min. Ako se ležaj ostavi kraće vrijeme, kasnije će biti posljedica u vidu naprezanja materijala i ubrzanog trošenja ležaja nakon montaže. Ako ležaj nije pravilno postavljen uz zaobljenje vratila, doći će do necentričnosti ležaja pa je provjera pomoću mjernih listića bitna da bi se kasnije vratilo neometano vrtjelo.
Posljednja dobra praksa je provjera centriranost usisne i tlačne cijevi da se izbjegne povlačenje pumpe i poništavanje centriranost agregata tj. uništavanje ležajeva i brtvenica. Postavite komparatore na glavčinu pumpe kada je spojka demontirana. Jedan komparator je postavljen sa prednje strane radi očitanja horizontalnog pomaka. Drugi komparator je postavljen na vrh glavčine radi očitanja vertikalnog pomaka. Na oba komparatora kazaljke moraju u tom položaju pokazivati 0.
Potom lagano otpustite vijeke koji spajaju usisnu i tlačnu prirubnicu na pumpi sa usisnom i tlačnom cijevi. Cijevi ne treba odvojiti, samo odmaknuti za 15mm do 20 mm od prirubnica. Vijek i matice možete ostaviti na mjestu. Ako se pritom na komparatorima pokažu pomaci od 0,02 mm ili više znači da cijevi povlače agregat i potrebno je napraviti korekciju položaja cijevi prije nego što se pumpa vrati na radnu poziciju nakon generalnog servisa. Ovaj korak se često zaboravlja. Velika je vjerojatnost da će se servisirana pumpa vratiti na mjesto s postojećim cijevima i imati kraći radni vijek zbog naprezanja uzrokovanih krutim cijevima.
Koju dobru praksu preporučujete pri servisu pumpe? Što smatrate manjkavim ili suvišnim? Podijelite iskustva u komentarima!