
Reduktor je mehanički prijenosnik pomoću kojeg se smanjuje brzina vrtnje pogonskog vratila u odnosu na brzinu vrtnje pogonjenog stroja, npr. brzina vrtnje elektromotora se pomoću reduktora smanjuje prilikom prijenosa okretaja na puhalo. Ovaj stroj najčešće spada pod pomoćnu opremu. Pomoćne strojeve često uzmemo zdravo za gotovo kada su dio većeg sustava, međutim oni su kompleksni i zahtijevaju održavanje. Presjek jednog reduktora i dijelovi su prikazani na slici 1.
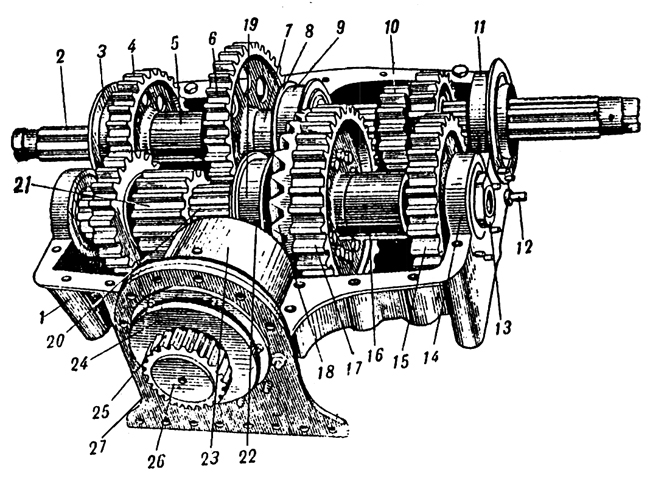
Slika 1. Reduktor (Izvor)
Dijelovi: 1.donja polovica kućišta, 2. ulazno vratilo, 3. ležaj, 4. zupčanik 2.stupnja, 5. međustupanjska čahura, 6. zupčanik 1.stupnja, 7. međustupanjska čahura, 8. konični ležaj, 9. poklopac koničnog ležaja, 10. zupčanik 3. i 4. stupnja, 11. poklopac kugličnog ležaja, 12. graničnik, 13. mtica, 14. kuglični ležaj, 15. zupčanik 3.stupnja, 16. međustupanjska čahura, 17. zupčanik 4.stupnja, 18. pogonjeni konusni zupčanik, 19. pokrov međustupanjskog vratila, 20. međustupanjsko vratilo, 21. zupčanik 1. i 2. stupnja, 22. pogonski konusni zupčanik, 23. pokrov pogonskog vratila, 24. matica, 25. zupčasta spojka, 26. čep, 27. nosač
Prva stavka kod održavanja reduktora je stanje ulja za podmazivanje. Potrebno je redovito vršiti analize ulja i pritom provjeriti viskoznost, udio vode i prisutnost metalnih čestica. Kod novih reduktora moguće je pronaći metalne čestice zaostale nakon sastavljanje. Ove čestice treba odstraniti pomoću mrežice ili sita tijekom cirkulacije ulja. Prva zamjena ulja mora biti nakon probnog rada i filteri ulja se trebaju zamijeniti ili očistiti. Manji reduktori mogu imati magnetne čepove na koje se “ulove” metalne čestice. Čepove treba progledati, provjeriti kolika je količina čestica nataložena na njima i odstraniti je. U sustavima podmazivanja velikih reduktora koriste se i magnetni filteri pa ih treba redovito čistiti. Ulje mora biti čisto. Uzorke ulja treba slati na spektrometrijsku analizu da se utvrdi količina trošenja metala te ispita prisutnosti vode i viskoznosti. Ako se pokaže trend povećanja količine metalnih čestica u ulju, treba napraviti ferografsku analizu da se odredi veličina i vrsta prisutnih čestica u ulju. Otkrijete li velike čestice nečistoće, potrebno je otvoriti reduktor i pregledati zupčanike.
Kada se demontira poklopac kućišta kako bi se pregledali zupčanici, potrebno je ispumpati cjelokupnu količinu ulja i temeljito očistiti kućište. Prije zatvaranja poklopca provjeriti da ništa nije upalo u kućište. Ako reduktor mora ostati otvoren tijekom određenog vremena, treba ga prekriti zaštitnim najlonom radi sprječavanja ulaska nečistoće. Tijekom pregleda zubaca na zupčanicima, potrebno je polako okretati ulazno vratilo i detaljno pregledati sve zupčanike po redu. Početni zupčanik označite markerom kako biste bili sigurni da su zaista pregledani svi zupčanici. Površine zupčanika koje ulaze u kontakt trebaju biti jednake širine cijelom duljinom zuba. Ako je širina manja na jednom kraju zuba i veća na drugom kraju, možda je riječ o necentriranosti. Otkriveno oštećenje na zubima mora biti obilježeno i fotografirano za buduće inspekcije. Ako je oštećenje zuba jako veliko, bit će potrebno zamijeniti čitav zupčanik.
Najčešći uzroci kvarova reduktora su: preopterećenje, točkasta korozija (pitting), savijanje vratila zbog zamora materijala, trošenje materijala na površini zupčanika, habanje, kavitacija i erozija. Kavitacija i erozija na površinama materijala od kojih su izrađeni zupčanici reduktora uzrokuju male pukotine. Točkasta korozija je uzrok kvara zubi s obzirom na to da su oni izloženi velikom naprezanju površina u kontaktu i brojnim ponavljajućim ciklusima naprezanja. Posljedično, na površinama zupčanika ili u prvom sloju metala ispod površine započinju sitne pukotine. Pukotina se povećava sve dok se ne odlomi komadić metala. Pukotina najčešće nastane na površini gdje je uljni film tanak i gdje u kontakt dolaze metalne površine. Nastanak pukotina u prvom sloju ispod površine je radi napravilnosti, tj. uključaka u metalu.
Abrazivne čestice u ulju također mogu uzrokovati točkastu koroziju s obzirom na to da se zalijepe na površinu zuba i povećavaju intenzitet naprezanja. Habanje nastaje zbog manjka maziva ili kada uljni film postane pretanak uslijed povećanja temperature, upotrebe ulja neodgovarajućeg viskoziteta ili radnog preopterećenja reduktora. Tijekom faze uhodavanja reduktora u rad, uobičajeno dolazi do blagog habanja jer se zaglađuju neravnine tijekom doticaja površina u kontaktu. Tijekom uhodavanja reduktor treba raditi pri smanjenom opterećenju kako bi se izbjeglo preveliko trošenje površina. Nakon završetka faze uhodavanja, površine zupčanika se zaglade i smanji se habanje. Abrazivno trošenje materijala se događa zbog onečišćenja ulja, prisutnosti čestica metala nastalih trošenjem zupčanika, prisutnosti nečistoće koja ulazi izvana tijekom održavanja, propuštanja na brtvenim spojevima ili propuštanja kroz oduške. Nečistoća uzrokuje trošenje zuba. Odušci na kućištu reduktora mogu imati filtere i svi spojevi moraju biti odgovarajuće zategnuti da se spriječi ulazak nečistoće.
*** Na koji način održavate reduktor? Podijelite svoja ikustva u komentarima!


[…] u radu reduktora uzrokovani su i zbog pretjerane krutosti spojke te neodgovarajućeg centriranja, i zato su potrebna […]
Sviđa mi seSviđa mi se
[…] Je li došlo do povećanja vibracija na pomoćnim strojevima poput reduktora? Povećanjem opterećenja na zubima zupčanika u reduktoru doći će do promjena u vibracijama. Ako […]
Sviđa mi seSviđa mi se
[…] i elektromotor mogu biti povezani remenskim prijenosom (zupčastim ili klinastim remenom) ili preko reduktora. Remenski prijenos ima po 2 ležaja na strani elektromotora i još 2 ležaja na strani […]
Sviđa mi seSviđa mi se